Choosing the right tablet tooling is often the biggest hurdle in production. While there are tooling standards, you can’t expect a standard setup always to be the best option for your specific product.
If you’re looking for tablet press molds but not sure what questions to ask your tooling vendor, this guide will share practical knowledge and experience to help you pick the right configuration.
What is Tablet Press Tooling?
Tablet tooling is the core mold system used to compress powder into shape. It consists of an upper punch, a lower punch, and a die.

During the entire tablet manufacturing process, each tooling component plays a clear role:
- The upper punch moves down to apply compression force onto the powder in the die cavity.
- The lower punch controls the powder fill depth and ejects the finished pill.
- The die defines the final size and shape of tablets.
Tablet Tooling Standards: TSM vs. EU
Before you start sourcing tooling, you must understand the two mainstream industry standards: TSM and EU.
TSM stands for Tablet Specification Manual. Established by the American Pharmacists Association (APhA), it is the only reference for tablet tooling specifications in the United States. Over 95% of US pharmaceutical manufacturers follow TSM.
The EU standard, or Euronorm standard, is the most common tooling specification used outside North America. While it’s informal, the standard has become widely accepted internationally.
Currently, another accepted global specification is ISO 18084:2011.
This standard was created to make international trade smoother for everyone. When it was being drafted, it basically took the EU standard as its blueprint.
In the real world, if your tooling is EU-compliant, it’s almost certainly ISO-compliant too. You can think of ISO 18084 as giving the EU standard an official “stamp of approval.”
The core differences lie in punch length, head thickness, and punch head design.
For example, in the case of B tooling, TSM punches have an inside head angle of 37° and thicker head flats. In the EU standard, the punches use a 30° dome-shaped head.
Also, TSM punches are typically about 0.010 inches shorter overall than EU punches of the same type.
⚠ Critical Rule: TSM and EU Tooling are NOT Interchangeable.
Never attempt to install TSM punches into an EU-configured turret, or vice versa. Doing this could seriously damage your tablet press.
What Is the Classification of Tablet Tooling?
No matter if you’re using TSM or EU specifications, all tablet press tooling generally falls into one of these four categories: B, D, BB, or DB.
| Tooling Type | Tooling Standard | Punch Length (Overall) | Punch Barrel Diameter | Die Outer Diameter (O.D.) | Die Depth | Max. Tablet Size (Round) |
|---|---|---|---|---|---|---|
| B | EU / ISO | 133.60 mm | 19.00 mm | 30.16 mm | 22.22 mm | 16 mm |
| TSM | 5.250″ (133.35 mm) | 0.750″ (19.05 mm) | 1.1875″ (30.16 mm) | 0.875″ (22.22 mm) | 16 mm | |
| D | EU / ISO | 133.60 mm | 25.40 mm | 38.10 mm | 23.81 mm | 25 mm |
| TSM | 5.250″ (133.35 mm) | 1.000″ (25.40 mm) | 1.500″ (38.10 mm) | 0.9375″ (23.81 mm) | 25 mm | |
| BB | EU / ISO | 133.60 mm | 19.00 mm | 24.00 mm | 22.22 mm | 13 mm |
| TSM | 5.250″ (133.35 mm) | 0.750″ (19.05 mm) | 0.945″ (24.00 mm) | 0.875″ (22.22 mm) | 13 mm | |
| DB | EU / ISO | 133.60 mm | 25.40 mm | 30.16 mm | 23.81 mm | 19 mm |
| TSM | 5.250″ (133.35 mm) | 1.000″ (25.40 mm) | 1.1875″ (30.16 mm) | 0.9375″ (23.81 mm) | 19 mm |
👉 Pro-Tip for Tablet Press Tooling Types
- Notice that tiny 0.25 mm difference in length? It’s why TSM and EU tooling are not interchangeable. Mixing them can cause a serious machine crash.
- Look at the bold figures. BB tooling uses a standard B-barrel but a smaller die. This means you can fit more stations in your turret. It’s the easiest way to boost your output.
- DB pairs a D-barrel with a B-size die. Use this when you need both high pressure and high output.
- D and DB dies are deeper for a reason. They provide the extra room needed for thick tablets or fluffy powders.
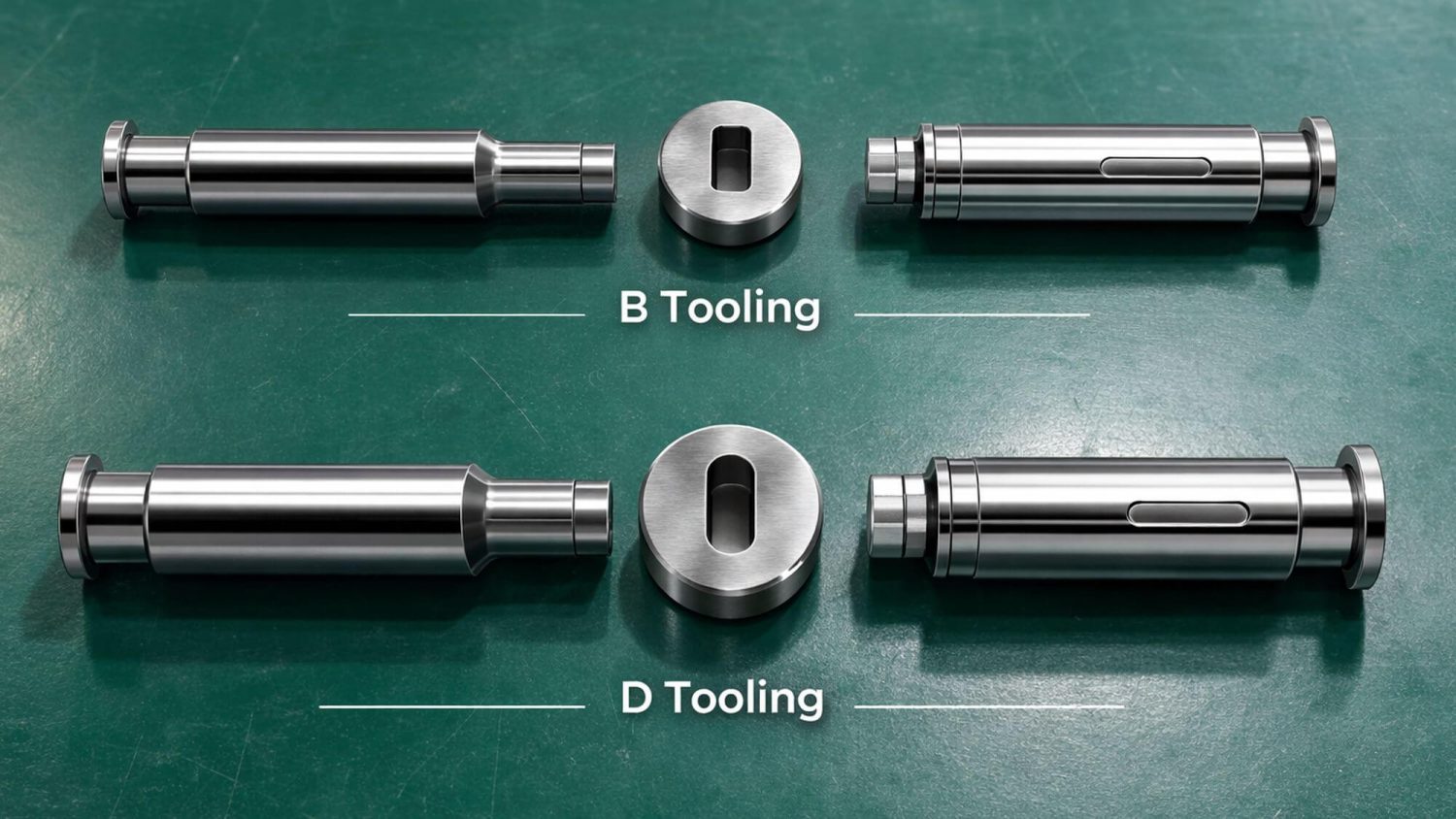
B Tooling vs. D Tooling: What’s the Difference?
When choosing tablet press tooling, B and D types are the most common choices. So how do they actually compare in real production?
In simple terms, B tooling = high output, lower force; D tooling = higher force, larger tablets.
To help you see the differences clearly, let’s compare them side by side.
Need to choose tooling based on your tablet type?
If you are producing standard tablets at high speed, B tooling is usually the better fit. But if you are making bi-layer, scored, or embossed pills, go for D tooling.
Concerned about production capacity?
As you can tell from the data above, B tooling has a smaller punch diameter (19.00 mm), so the turret can hold more stations. More stations also mean higher output per production run. That’s why B tooling is ideal for high-volume tablet manufacturing.
Handling larger or harder tablets?
D tooling is designed to apply higher compression force. This is necessary for larger tablet sizes and special shapes.
Target market?
Because B tooling is efficient at making standard tablets, it’s widely used in the pharma and nutra industries. D tooling, often referred to as the Euronorm standard, is often used for larger tablet formats.
What Are the Materials Used in Tablet Tooling?
Tablet press tooling works under high pressure and repeated use. Because of this, the material must be extremely tough and wear-resistant. In modern tablet manufacturing, these materials are mainly grouped into two types: Tool Steels and Tungsten Carbide.
1. Tool Steels
Tool steel is the most common material used for punches and dies. But it isn’t a single product. It is actually a diverse family of alloys used to solve specific tablet production headaches.
Chemical Sub-types
- High Carbon High Chromium (HCHCr) Steel: This is the real workhorse of the tablet world. Of which, D2 (1.2379) tool steel is the industry baseline. It contains about 1.5% Carbon for hardness and 12% Chromium for wear resistance. This is a great balance for most standard tablet production. You may also come across D3 (1.2080). Compared to D2, D3 is tougher and more wear-resistant. The downside? It can be a bit more brittle. That said, D3 performs very well when compressing abrasive granules.
- Specialized Tool Steels: Beyond the HCHCr family, M2 is a tool steel known for higher hardness in high-speed applications. 1% Carbon + 6% Tungsten + 5% Molybdenum make M2 a tough, versatile high-speed steel. Want to prevent punch tips from snapping under high compression? S7 (shock-resistant steel) is your choice. This tool steel is designed to absorb high impact and resist shock in tablet tooling applications.
- Stainless Steel: In the tooling world, this refers to high-carbon martensitic steels like 440C (1.4125). It’s essentially a tool steel with the Chromium bumped up to 16%-18%. This extra Chromium can create a protective layer. When you press acidic or moisture-sensitive powders, like effervescent tablets, this layer helps prevent corrosion and rust.
Processing Methods
- Powder Metallurgy (PM) Steel: This is the so-called “super steel” like Vanadis 4 Extra or CPM M4. During this process, the molten metal is atomized into very fine powder particles. These particles are then pressed and fused back together. The result is a much more uniform internal structure. Punches made from PM steel are less prone to chipping under high compression force.
- Electroslag Remelted (ESR) Steel: This process remelts the steel through a layer of active slag to remove microscopic contaminants. It ends up with a very clean, smooth steel. Tablet press tooling made from ESR steel can effectively reduce picking and sticking during compression.
2. Tungsten Carbide
Tungsten carbide is the go-to material for high-performance dies.
The 1,500 HV (Vickers) hardness is nearly twice that of standard D2 steel. Because it is extremely dense and wear-resistant, it works well with vitamins and mineral formulations.

A carbide-lined die can last 10 to 20 times longer than a regular steel one. That means you can run millions of tablets before you replace the die.
The tradeoff is that tungsten carbide is more brittle and costs more upfront. But in the long term, it’s a cost-effective investment for high-volume tablet production.
Choosing the Right Tooling Coatings and Surface Treatments
Why coat tablet press molds? A good coating can extend the tooling life and prevent tablet defects. Even the best steel can benefit from a surface treatment.

Common tablet press tooling coatings include:
- Hard Chromium Plating (HCP): This is a traditional, cost-effective coating option. HCP offers a hardness of around 1,000 HV and excellent corrosion protection. Chrome-plated punches and dies make tablet ejection smoother. One downside is that the coating may develop micro-cracks over time.
- Titanium Nitride (TiN): This Physical Vapor Deposition (PVD) coating is easy to spot by its gold look. It reaches a high hardness of around 2,400 HV. Tests show it has about 87 times the wear resistance of uncoated D2 steel. It also reduces surface friction, which helps extend the lifespan of punch tips.
- Chromium Nitride (CrN): Are you working with sticky formulations? This silver-gray PVD coating can help. With a 2,000 HV hardness, CrN can form a dense and nearly pinhole-free surface. This makes CrN-coated tooling effective at reducing picking and sticking issues on high-speed presses.
- Diamond-Like Carbon (DLC): It’s the ultimate “non-stick” coating solution. It delivers extremely high hardness of around 3,000 to 5,000 HV. Also, it has a very low friction coefficient, often below 0.1. It’s more expensive than TiN or CrN, but for the stickiest powders, it is the best choice.
- Electroless Nickel Plating (ENP): It offers a uniform chemical-resistant coating even inside deep punch cups and complex embossing designs. ENP is particularly effective at protecting tablet press tooling from acidic or effervescent formulas.
- Polymer Inserts: Are coatings still not solving your sticking problem? Teflon inserts can be an alternative solution. These are physical inserts fitted into the punch tip to prevent sticking. They are commonly used for flat-bevelled edges and flat-faced punches.
Tablet Press Tooling Designs
Even if you choose premium tool steel for your tablet press molds, they won’t perform well if the design is poor. Let’s look at these key design factors:
- Shape Variations: Complex tablet shapes can cause ejection issues. To avoid capping, modern punch designs often use multi-radius profiles. This helps trapped air escape more easily during compression.
- Punch Options: Multi-tip punches have 2 to more than 10 tips on a single head. That means you can use them to increase output without buying a new tablet press. But these punches are mostly suitable for smaller tablets (< 4 mm). Dealing with difficult-to-compress formulations? Punches with extended-dwell heads are a solid choice. These heads have a flatter shape, which can extend dwell time by up to 50%.

- Die Design: Many dies used in tablet presses are tapered. This design helps reduce ejection force. Tapered dies are a simple and effective way to prevent capping or lamination.
- Embossing: If you plan to add logos to your tablets, pay close attention to the punch engraving designs. Detailed or complicated patterns can trap powder. So use open, simple fonts to reduce clogging.

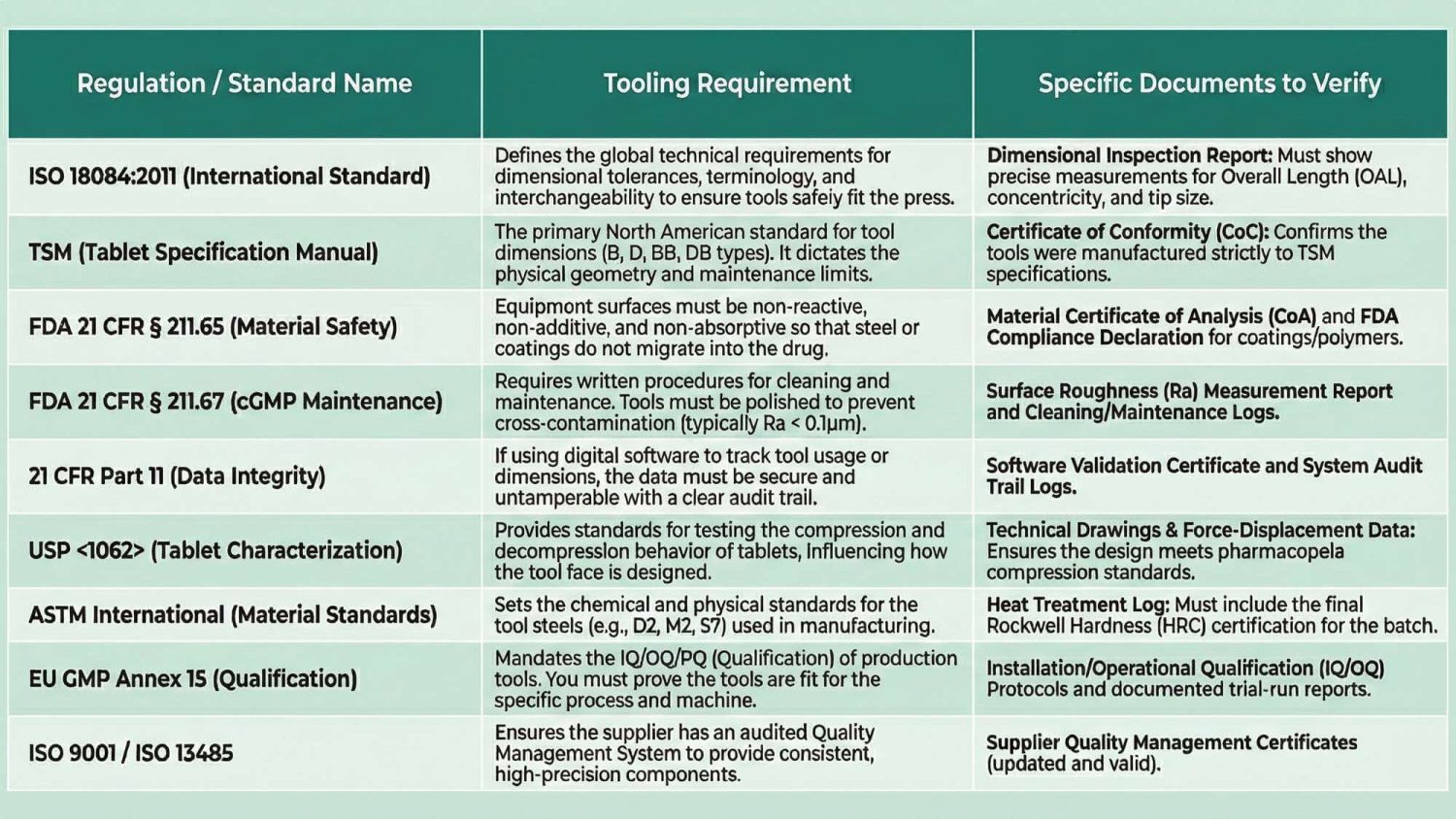
Regulatory Compliance Requirements for Tablet Tooling
Tablet press punches and dies are components that come into contact with the product. That means they are regulated just like your product.
When sourcing tooling, you should ask the supplier to provide these compliance documents:
Troubleshooting Your Tablet Press Tooling
On the production floor, even the highest-grade tooling can run into problems. If you are facing performance issues, these practical solutions may help in the next purchase.
Capping and Lamination
– Issue: Tablets split into layers, or the tops pop off.
– Fix: Tapered dies or extended dwell flat heads. They help air escape and give powders more time to bond under pressure.
Picking and Sticking
– Issue: Product is sticking to the punch faces or getting trapped in logos.
– Fix: DLC/CrN coatings or ESR steel. They create a non-stick tooling surface to stop granules from grabbing the punch faces.
Rapid Abrasive Wear
– Issue: Gritty ingredients wear down punch tips.
– Fix: Tungsten carbide dies or TiN coating. They have a hard yet smooth finish to protect the steel underlying.
Punch Tip Chipping
– Issue: High compression forces cause tips to chip.
– Fix: PM steels. They deliver higher toughness for punch tips under heavy pressure.
Corrosion and Oxidation
– Issue: Acidic formulations cause rust and pitting.
– Fix: 440C stainless or electroless nickel plating. They are effective at protecting punches and dies from chemical and moisture damage.
Tablet Press Tooling FAQs
Q: How long does tablet press tooling typically last?
A: The lifespan varies depending on the product you are pressing. With non-abrasive powders and proper maintenance, a set of tools can produce millions of tablets.
Q: Can I use D tooling on a B-type tablet press?
A: No, you cannot. The turret is specifically machined to hold one type of tooling. A B-type press has smaller holes that cannot accommodate the larger D-type punch barrels.
Q: What causes tablet press molds to stick?
A: Sticking is usually caused by moisture in the powder. Or your punch face is too rough or not well-coated. Polishing the punch or applying a Chromium Nitride coating often fixes the issue.
Q: How do I know when to replace my tablet press punches?
A: You should replace them as soon as you see visible wear. Regular inspections using a magnifying glass or a digital measurement system will help you catch these issues early.



