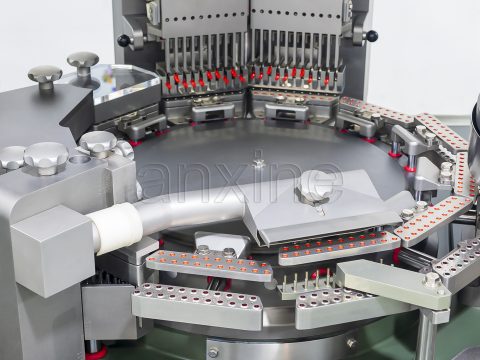
Are you choosing a capsule filling machine? To find a suitable supplier is difficult. Each supplier has their own strengths and weaknesses. Some machines are better for high-end pharma manufacturing. Some focus more on cost-effectiveness and flexibility.
Thus, the issue is not to ask which supplier is the best, but which one is right for your specific requirements. In this post, you can learn how to choose the right capsule filling machine supplier. Also, we will compare major suppliers in the U.S. market with international options.
How to Choose Your Capsule Filling Machine Supplier
If you are building a new capsule production line, what should you focus on to choose the supplier? The key idea is similar. Step 1: Figure out what you need. Step 2: Vet the machine and the supplier based on your selection criteria. Now let’s highlight the key decision points step-by-step.
Step 1: Clarify your production requirements:
- Would you like softgels or hard capsules?
- Do you need a filling only, or an integrated capsule forming and filling machine?
- What capsule size do you need? (0#, 1#, 2#, 3#…)
- What is the capsule content? Powder, granules, liquid, semi-solid, or a mixture of materials.
- What capsule material do you want? For example, gelatin or HPMC (plant-based) capsules.
- What is your target daily production volume?
- What is the maximum capacity that your current production line can handle?
- Do you need to change sizes or formulas often?
- Whether the equipment fits the existing workshop or production line.
- The required level of automation
Step 2: Evaluate Potential Suppliers:
- Check whether their capsule filling machine fits your needs, facility, and existing production line.
- Whether the machine complies with GMP, FDA/cGMP, and other applicable regulatory requirements.
- The supplier’s service capability. Their capability in installation, commissioning, training, spare parts supply, and after-sales support.
- Total Project Cost. Not just the machine price, but also the cost of spare parts, consumables, maintenance, and possible downtime.
- Customer cases. Their key customer types, past project deliveries, and experience in upgrading or refurbishing.
Capsule Filling Machine Suppliers in the USA
The U.S. market has high standards for pharmaceutical equipment. For U.S. buyers, it is often more convenient to choose a domestic equipment supplier. This makes communication easier.
However, suppliers can differ greatly in machine types, production capacity, and service. Buyers should select based on the selection criteria discussed above.
The following are six capsule filling machine suppliers commonly seen in the U.S. market. Just for reference. Here is a quick overview of six capsule-filling machine suppliers.
Here is a quick overview of six capsule filling machine suppliers.
Capsule Filling Equipment Suppliers: Quick Comparison
| Company | Headquarters/Parent Company | Main Equipment Focus | Technology Level |
|---|---|---|---|
| Schaefer Technologies (STI) | Indiana, USA | Providing custom engineering and specialty capsule-filling equipment for liquid, powder, and multi-material products | Mid–Mid-High |
| Qualicaps | Nara, Japan | Mainly focuses on capsules and is equipped with filling, sealing, and inspection machines. | High-End |
| LFA Machines | Texas, USA | Entry-level capsule filling machines, covering manual, semi-automatic, and automatic models | Entry-Level |
| United Pharmatek | Texas, USA | Cost-effective general pharmaceutical processing equipment; capsule machines are one of their core products. | Mid-Level |
| MG America | New Jersey, USA/ Parent: MG2 (Italy) | MG2 high-end capsule filling system, with line integration and technical support services provided. | High-End |
| Index Capsule Fillers | Pennsylvania, USA | High-speed capsule filling machines, with capsule filler rebuilding service available. | Mid-Level |
Note: Technology level is a rough positioning based on market segment and system capability.
1. Schaefer Technologies, Inc. (STI)

Headquarters: Indiana, USA
Company Overview
STI is a long-established U.S. engineering equipment manufacturer. It was founded in 1932. They offer both standard and customized capsule-filling solutions and industrial-grade mechanical design. Their machines are designed with product-switching capabilities. It enables manufacturers to easily switch between different materials.
Unlike IMA, Fette, or MG2, it mainly provides custom engineering and specialty capsule-filling equipment.
Core Strengths
- Over 90 years of manufacturing experience
- Deep expertise in capsule-filling equipment. It has extensive experience in both technical and market-facing roles.
- Strong engineering capability, with support for non-standard custom designs
- Coverage for powder / granule / liquid capsule filling
- Suitable for needs ranging from laboratory trials to industrial production lines
- Available in manual, semi-automatic, and fully automatic configurations
Best For
- Factories that require customized equipment
- Liquid capsule production or complex formulation manufacturing
- Companies looking to expand their production lines and improve filling efficiency
2. Qualicaps

Headquarters: Nara, Japan
Operational Base: Whitsett, NC, USA
Company Overview
Qualicaps was founded in 1965. The company is a global capsule manufacturer. It focuses on producing hard capsules for a wide range of requirements. It also provides pharmaceutical-grade processing equipment. Their equipment includes capsule filling machines, sealing machines, and inspection systems.
However, its equipment business mainly supports and improves its own capsule products. It is not a separate equipment manufacturing line. Thus, they do not compete directly in the global capsule machine market.
Core Strengths
- Their fillers are made to work perfectly with their capsules.
- Their equipment is designed to handle various materials. It includes granules, tablets, mini tablets, and oily liquids or semi-solid preparations.
- Includes auger methods, ideal for challenging-to-fill products.
- Provides machines suitable for both R&D and large-scale production.
Best For
- Capsules with a wide range of fillings and formulations.
- Factories looking to build or upgrade full capsule production lines
- Customers with high standards for capsule materials
3. LFA Machines

Headquarters: Texas, USA
Company Overview
LFA Machines was founded in 2009, initially focusing on small tablet presses. Over time, they focus more on vitamins, minerals, and herbal extracts. They aim to become the industry leader in supporting supplement and confectionery manufacturers.
Capsules are also a widely used format for supplements. So, they launched their capsule-filling machines in 2018. However, compared with big pharma machinery makers, its capsule filling range is smaller. It mainly offers standard entry-level systems for small to mid-sized production, not high-speed industrial machines.
Though their capsule filling equipment models are relatively limited. However, they still include manual, semi-automatic, and fully automatic capsule filling machines.
Core Strengths
- Provides affordable entry points for startups and different production scales.
- Machines are easy to operate.
- Specially designed for the nutrition/supplement market.
- Strong focus on customer service, with extensive educational and technical support resources.
Best For
- Start-up health and wellness brands
- Small-scale production/pilot runs
- Customers with limited budgets who need to build their own production line
4. United Pharmatek

Headquarters: Texas, USA
Company Overview
United Pharmatek delivers affordable, high-quality equipment worldwide. For over 20 years, they have been dedicated to supplying high-quality equipment. They also offer low prices and superb service. Today, their customers are in more than 90 countries worldwide.
It markets itself as a value-focused supplier. It offers standard equipment that is affordable and practical, with stable performance. This is a more cost-effective option than expensive custom engineering.
Core Strengths
- Delivers reliable, advanced machines with well-controlled production costs and consistent quality.
- Features hygienic stainless steel construction for pharmaceutical standards.
- Designed for simple setup, easy cleaning, and low maintenance.
- Helping reduce downtime with fast parts delivery.
Best For
- Mid-sized manufacturers seeking reliable performance at cost-effective pricing.
- Customers seeking reliable equipment without needing top-tier premium systems
5. MG America

Headquarters: New Jersey, USA
Parent Company: MG2 (Bologna, Italy)
Company Overview
MG America is based in New Jersey. It is the North American branch of MG2, a well-known Italian company. MG2 has been making capsule filling equipment since 1966. It is one of the top manufacturers in the world.
MG America is recognized for its high-end capsule filling and pharmaceutical packaging solutions. The company provides advanced GMP-compliant equipment. It also provides technical support, spare parts, installation, training, and after-sales service. It helps pharmaceutical manufacturers improve production efficiency and reliability.
According to data from its official website, MG2 has installed around 500 machines in North America. It has produced over 10 billion capsules. They keep a large inventory of spare parts at their headquarters. This allows them to provide quick support when customers need it.
Core Strengths
- European advanced mechanical engineering
- High-precision dosing control system
- Modular design for easy upgrades/expansion
- Partner with high-quality European machine builders for full line support
- Professional after-sales and technical support
Best For
- Advanced pharmaceutical and R&D companies
- Manufacturers handling complex formulations and/or multi-ingredient filling
- Buyers who prioritize equipment stability and long-term reliability
6. Index Capsule Fillers (CCS Index)

Headquarters: Pennsylvania, USA
Company Overview
Index Capsule Fillers is a U.S.-based manufacturer of capsule-filling equipment. It’s headquartered in Huntingdon Valley, Pennsylvania. The company was founded in 1989 and has more than 30 years of experience in the capsule-filling industry. It serves the pharmaceutical and nutraceutical sectors. The company specializes in the manufacture, refurbishment, and technical support of high-speed tamping-style capsule filling machines.
Core Strengths
- Specialized in the capsule filling equipment industry
- Strong capabilities in refurbishment and machine upgrades
- U.S.-based local service and support
- Great value, focused on practical and reliable performance
Best For
- U.S.-based nutraceutical companies
- Mid-sized and small pharmaceutical manufacturers
- Customers looking to reduce equipment costs
- Customers interested in refurbished machines
- Factories that require high-frequency after-sales support
Overall, the six companies all have their own strength and unique market positioning. STI is good at custom designs and handling more complex products. Qualicaps offers a wide range of capsule options. Their equipment is designed to work well with its capsules. LFA is a good fit for startups, while United Pharmatek also places a strong focus on cost performance.
By comparison, MG America is more geared toward high-end pharmaceutical companies. They especially serve customers with higher needs for precision, stability, and long-term service. Index Capsule Fillers’ refurbishment service also gives buyers extra confidence. However, some buyers have a limited budget or want more choices. They also consider suppliers from other countries.
Why US Buyers Look Beyond Local Suppliers
The capsule filling machine market is global. Beyond the United States, many emerging economies hold major growth opportunities. According to Future Market Insights’ report, India shows the fastest CAGR at 7.2%, followed by China at 6.8%, Brazil at 6.3%, the United States at 5.8%, and Germany at 5.5%. These numbers suggest that demand is growing steadily in mature markets and even faster in emerging ones.
But demand for capsule filling machines is not the same in every country. Manufacturers in each market face different opportunities and challenges. For example, manufacturers in the U.S. and Germany face strict regulatory requirements and high operating costs. In China, manufacturers need innovation and advanced technology to stay competitive. In India, compliance requirements and the need for skilled labor remain challenges.
These differences show that buyers in each country have different priorities when purchasing equipment. Companies at different stages of development have different needs as well. Thus, the best supplier is not always the one closest to the buyer. It’s the one that better matches the buyer’s needs and budget. As a result, many US buyers look to the international market to find a more suitable supplier.
Anxine as an Example of Global Suppliers
Take the Chinese manufacturer Anxine as an example. Based in Wenzhou, China, Anxine has been in the global market for 14 years. It offers strong value for money and a wide product line, including manual, semi-automatic, and fully automatic models. Its machines can handle powder, granules, and liquid, so they work well for both startups and large factories.
Anxine has also passed ISO9001, GMP, and CE certifications, and it provides custom solutions. Its products are sold worldwide and have been exported to more than 200 countries and regions. So, using the U.S. market as an example, which of Anxine’s strengths best match what American buyers need?
- Providing highly competitive pricing compared to many local U.S. or high-end European brands. It gives buyers more options, especially those with limited budgets or a stronger ROI focus.
- Broad product range beyond capsule filling machines. It includes powder blenders, blister packaging machines, pouch packing machines, wrapping machines, and more.
- Strong focus on international compliance and export markets.
- Well-established networks to supply and support customers throughout the United States.
- Custom services and tailored solutions available.
All this shows that Chinese manufacturers are entering global markets with more than just low prices. They offer real value for money, which is why more and more international buyers are turning to them.